Copyright © Shenzhen Disperse Equipment Co., Ltd. All Rights Reserved. Site Map
- +86-13824381687
- 821742327@qq.com
- Room 302, Building D, Tangqian Zhongzhi Creative Park, Zhangge Community, Fucheng Street, Longhua District, Shenzhen City


Device functions:
Serial number | project | Technical Parameters | Remark |
1 | Suitable for system | Coating process for positive and negative electrode sheets of lithium iron phosphate, lithium cobalt oxide, lithium manganate and other system batteries |
|
2 | Running substrate thickness | Aluminum foil (Al): 3-30um Copper foil (Cu): 3-30um |
|
3 | Roller surface design width | 300mm |
|
4 | Guaranteed coating width | 50-260mm |
|
5 | Equipment mechanical operating speed | 3m/min |
|
6 | Equipment coating speed | 1m/min (depending on drying conditions) |
|
7 | Suitable for slurry viscosity | 2000-16000 Cps |
|
8 | Single-sided coating dry thickness range | 50-150μm |
|
9 | Minimum interval length | 20 |
|
10 | Dry thickness accuracy | ±3 microns |
|
11 | Solvent properties | Oily solvent NMP (s.g=1.033,b.p=204℃) |
|
Aqueous solvent H2O/NMP (s.g=1.000,b.p=100℃) |
| ||
12 | Suitable for solid content
| Positive electrode S. C. 60%±20% |
|
Negative pole S. C. 50%±10% (PVDF system) |
| ||
13 | proportion | S. C. 50%±5% (SBR system) |
|
14 | Coating method | Positive electrode 1.5-2.59/cm2 |
|
15 | Substrate running direction | Negative electrode 1-1.89/cm2 |
Serial number | Name | Origin |
1 | Air switch | Chint (domestic) |
2 | PLC | Omron (Japan) |
3 | Touchscreen | Kunlun Tongtai |
4 | Module | Omron (Japan) |
5 | Intermediate relay | Schneider |
6 | Servo motor | Huichuan |
7 | Planetary topology machine | Shanghai |
8 | Bracket | Chint (domestic) |
9 | AC contactor | Chint (domestic) |
10 | Solid state relay | Magal |
11 | Thermostat | dongqi |
12 | Troubled and paranoid | Braided spokes |
13 | Drape | Variable frequency tension |
14 | Main rewinding motor | Shanghai |
15 | Optical fiber electric eye | Keyence |
16 | Push cylinder | AirTAC |
17 | Deep groove ball bearing (machine head) | NSK/NTN |
18 | Install roller | Hard chrome plating |
19 | Back roller | Imported EPDM rubber |
20 | Scraper | Hard chrome plating |
21 | Guide roller | Aluminum alloy surface anodization |
22 | Frequency converter | INVT |
23 | Air switch | Taiwan |
1. Integrated unwinding, rewinding, double head mechanism for coating on both sides at the same time:
Serial number | Project | Technical Parameters | Remark |
1 | Roller installation structure | Vertical plate single axis installation method |
|
2 | Roller surface treatment | Metal aluminum roller surface oxidation |
|
3 | Tension control system | Closed-loop automatic control of constant tension, tension range 0-50N |
|
4 | Correction method | Automatic EPC control, stroke 80mm |
|
5 | Material loading method
| The material roll is fixed with a 3-inch air expansion shaft. |
|
Single axis support for unwinding |
| ||
6 | Substrate running direction | Forward and reverse |
|
7 | Substrate running speed | 5m/min |
|
8 | Maximum unwinding diameter | Ф300mm |
|
9 | Maximum load-bearing capacity of air shaft | 100kg |
|
10 | Unwinding air shaft | 1 item |
|
11 | Main drive motor | Motor |
|
12 | intermittent push | Have |
|
13 | Roller surface treatment | Metal aluminum roller surface oxidation, circular runout ≤30um |
|
14 | Coating roller (steel roller) | Surface hard chrome plated, diameter Ø100mm; |
|
15 | Back roller (cot roller) | Diameter Ø100mm, surface covered with imported EPDM rubber |
|
16 | Tank mixing | Have |
|
17 | Roller coating head | Servo drive |
|
18 | Single head position | Installation and operation before drying tunnel |
|
3、Drying road
Serial number | Project | Technical Parameters | Remark |
1 | Oven structure | Single layer independent heating, arranged up and down |
|
2 | Oven length | 3 sections, 3 meters oven |
|
3 | Material | SUS304 stainless steel, inner tank 1.0mm, outer tank 1.2mm |
|
| Oven guide roller transmission mode | Passive roller transmission | Negative pressure chamber |
4 | temperature control | It is divided into normal operating temperature control and over-temperature monitoring and alarm protection control. When over-temperature occurs, an audible and visual alarm will appear and the main heating power supply will be cut off; each section is completely independently controlled. |
|
5 | Heating method | Electric heating, hot air circulation structure |
|
6 | Oven heating power | 25KW |
|
7 | Temperature in drying tunnel | Design Max120℃, temperature difference in single section oven ≤5℃ |
|
8 | Box surface temperature during operation | ≤45℃ |
|
9 | Hair drying method | The upper and lower air blows, and the upper and lower air volumes are controlled separately through valves; the upper and lower air chambers share a heating body |
|
10 | Exhaust volume control for each section | Independent control via mechanical valve |
|
11 | Air nozzle structure | The blowing direction is 30 degrees from the horizontal, and the air nozzle slot is slotted using a special mold. |
|
12 | Fan control | Contactor control |
|
13 | heating control | solid state relay |
|
14 | Fan material | SUS304 stainless steel |
|
15 | Solvent recovery system | Not provided, only assists in installing the interface | Customer requirements |
16 | NMP solvent concentration alarm | None |
|
17 | Air chamber pressure monitoring | None |
|
Oven fan parameters:

4、Rewinding mechanism: The function is the same as that of unwinding, with the following additions:
Serial number | Project | Technical Parameters | Remark |
1 | tension | One set is installed in front of the traction roller, with closed-loop automatic control of constant tension, the tension range is 0~50N, and the rewinding is controlled by a magnetic powder clutch. |
|
2 | Installation structure | Square tube frame welding |
|
3 | Rewinding air shaft | 1 item | Single arm winding |
5、Control System:
Serial number | project | Technical Parameters | Remark |
1 | Main control system | Touch screen, PLC, module, servo system |
|
2 | Operation mode | Manual, automatic, emergency stop; can be operated from the front and rear of the whole machine |
|
3 | Coating length setting range | Coating length 20.0-3200.0mm |
|
4 | Alarm situation | When the equipment fails, the touch screen will display the corresponding correction screen. |
|
5 | counting function | Production quantity/length |
|
6 | Head and tail thickness adjustment method | The speed ratio of steel roller and rubber roller is controlled by program; |
|
Equipment accuracy:
Serial number | project | Technical Parameters | Remark |
1 | Dou Dao | Circular jump ≤ 1.5um, Ra0.4, straightness ≤ 1.5um |
|
2 | Coating roller (steel roller) | Circular runout ≤1.5um, Ra0.4 straightness ≤1.5um |
|
3 | glue roll | Circular runout ≤10um, straightness ≤10um |
|
4 | Correction of deviations | ±0.1mm |
|
5 | Tool adjustment controls repeat accuracy | ±0.1um |
|
6 | Temperature control accuracy | ±2℃ |
|
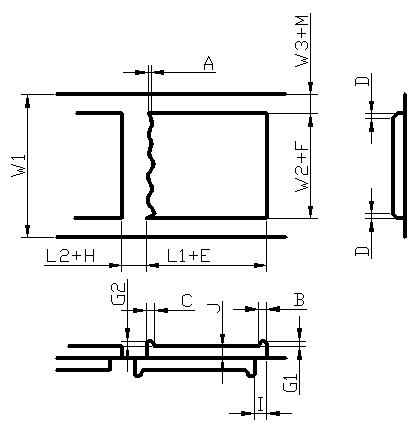
Project | Mark |
|
| A(Tailing) | ≤1mm (Related to slurry viscosity and binder properties) |
B(Abnormal areas of head) | 10mm | |
C (abnormal area at the tail) | 6mm | |
D (edge effect area) | ≤3mm | |
E (length error) | ±0.5mm | |
F (width error) | ±0.5mm | |
M (width error) | ±0.5mm | |
G1 (head thickness) | -10~+8um | |
G2 (tail thickness) | -10~+8um | |
H (blank error) | ±0.5mm | |
I (front and back position error) | ±0.5mm | |
J Single side thickness | ±1.5%
| |
Length range | L1 (coating film length) | 20.0~3200.0mm |
L2 (interval length) | 5.0~3200.0mm | |
L1 /L2 (coating + discontinuity length) | L1 +L2 ≥90mm |
A. Measurement area: 3mm from the edge, 6mm from the end, and 10mm from the beginning.
B. Measuring size Φ42mm or according to the buyer’s process requirements

4. Installation environment requirements
1) The ambient temperature of the machine head is 20-30℃, and the rest is 10-40℃;
2) The relative humidity of the machine head is RH for the positive electrode ≤35%, RH for the negative electrode ≤98%, and the rest ≤98%;
3) Equipment size: 6m X1.5m x1.5m
1) Power supply: 3PH 380V, 50HZ, voltage fluctuation range: +8%-–8%; total starting power of the power supply is 10KW;
2) Compressed air: after drying, filtering and pressure stabilization: the outlet pressure is greater than 5.0kg/cm2;
Provide electrical connection diagrams, electrical schematic diagrams, mechanical assembly diagrams, etc.;
Provide operating instructions for all control units of the equipment, complete equipment operation and precautions instructions;
1. After-sales service content:
The equipment has a one-year warranty except for wearing parts (scraper, coating roller, back roller). If quality problems occur with the supplied equipment, the supplier will be responsible for free repairs (equipment failure and wearing parts caused by human factors, natural disasters, and non-magnetic factors). except). After one year, we will be responsible for lifetime maintenance of the equipment and charge according to the cost;
We will respond to technical issues raised by buyers within 2 hours, arrive at the scene within 24 hours, and arrive at the scene within 12 hours for urgent requests.
The supplier is responsible for installation and debugging, and the demander performs installation acceptance according to the technical agreement.
Training: Before the equipment is delivered, the buyer can send 1 to 4 operators and engineers to on-site training; your company is responsible for the board and lodging expenses during the training period.
After the equipment is delivered, more than two operators and two on-site engineers will be trained on site for free for more than 10 days.
2. Training content includes:
1) Common sense of equipment safety protection
2) Working principle and overall structure of the equipment
3) Equipment operation and precautions
4)Daily maintenance of equipment and spare parts replacement operation skills
8. Confidentiality agreement: The content of this agreement contains the company’s proprietary technology. This specification may not be disclosed to people or organizations outside your company without the written permission of our company.